
Разъединитель 10 кВт: тренды и обслуживание?
2026-03-18
- Что на самом деле значит ?10 кВт? в контексте разъединителя
- Типичные ошибки при монтаже, которые аукаются годами
- Обслуживание: не ждать поломки, а предвидеть её
- История с заменой: когда ?родные? детали не найти
- Тренды: куда движется рынок простых аппаратов
- Итоговые мысли: простота — это не синоним пренебрежения
Когда слышишь ?разъединитель 10 кВт?, первое, что приходит в голову — это что-то простое, почти как большой рубильник. Но тут и кроется главный подводный камень. Многие, особенно на небольших подстанциях или вводах в здания, относятся к нему слишком легкомысленно. Считают, раз он не предназначен для отключения под нагрузкой, значит, и внимания особого не требует. А потом удивляются, почему возникли проблемы с коммутацией или внезапно выросло переходное сопротивление. На деле же, даже такой, казалось бы, базовый аппарат — это целый мир нюансов, от выбора до ежегодного обслуживания.
Что на самом деле значит ?10 кВт? в контексте разъединителя
Тут часто путаница. Цифра 10 кВт — это не номинальная мощность разъединителя в привычном для двигателей смысле. Скорее, это указание на класс напряжения и токовые характеристики в определенных условиях. Обычно речь идет о номинальном токе, который аппарат может проводить в длительном режиме, и о его способности выдерживать термические и электродинамические воздействия при коротких замыканиях. В практике часто встречаются модели на 10 кВ с токами 400, 630 А. Важно смотреть именно на полное обозначение по каталогу.
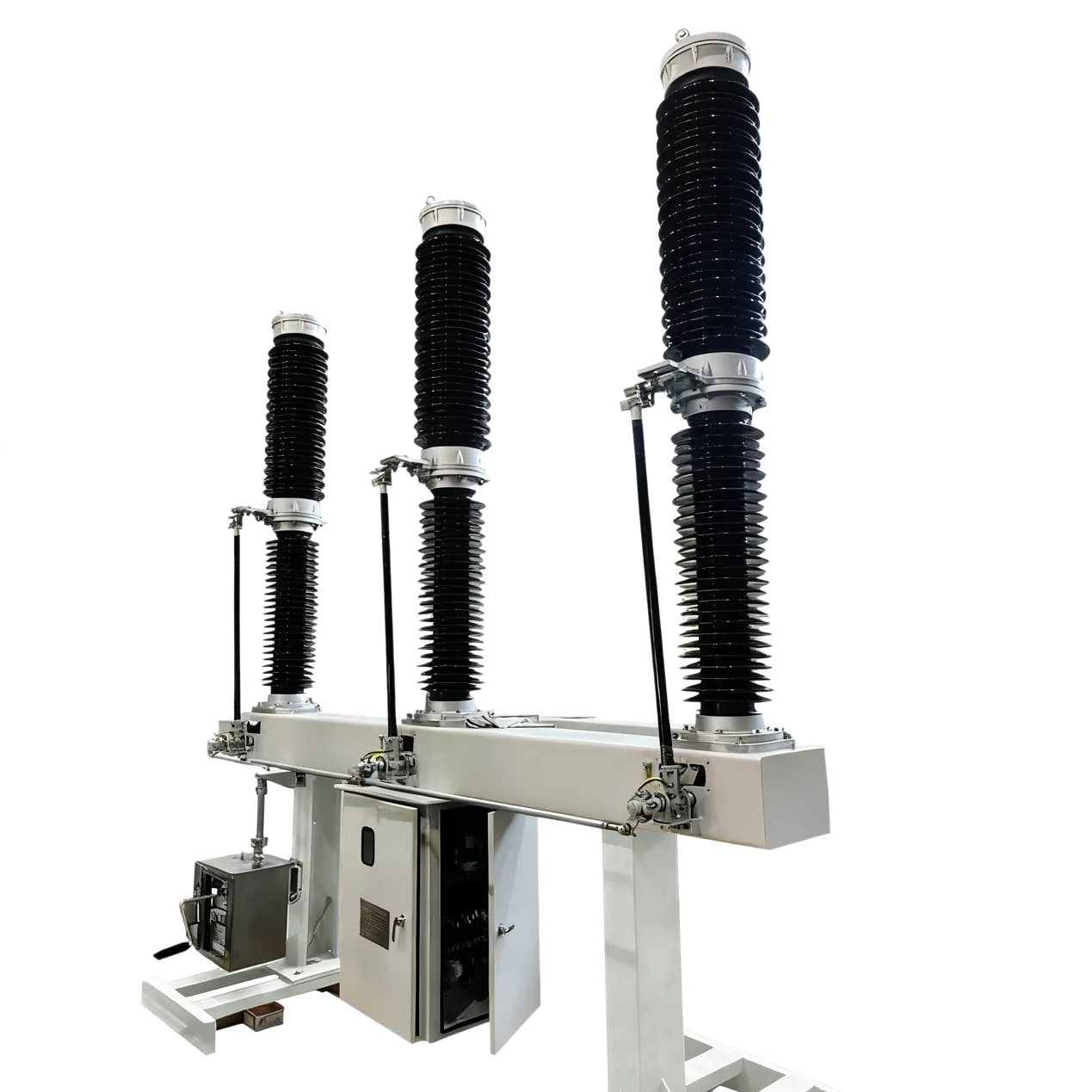
Сейчас тренд смещается в сторону компактности и повышенной безопасности. Раньше часто ставили устаревшие модели с открытыми ножами, которые требовали огромных ячеек. Сейчас же, особенно в новых проектах, требуют разъединители с замкнутым контуром, с дополнительными заземляющими ножами и явными видимыми разрывов. Это снижает риски для персонала. Кстати, неплохие решения в этом сегменте предлагает, например, ООО Вэньчжоу Хуаи Интернэшнл Трейд. На их сайте hipowering.ru можно увидеть, как эволюционировали конструкции — от простых разъединителей до комбинированных аппаратов с предохранителями.
Лично сталкивался с ситуацией, когда заказчик требовал ?разъединитель на 10 кВт?, но в техническом задании были прописаны параметры для сети с мощными асинхронными двигателями, дающими высокие пусковые токи. Если бы взяли аппарат ?впритык? по току, он бы не прослужил и года. Пришлось объяснять, что нужно смотреть не на условные ?киловатты?, а на фактический максимальный рабочий ток с запасом и на ток термической стойкости.
Типичные ошибки при монтаже, которые аукаются годами
Монтаж — это 70% успешной работы разъединителя. Самая распространенная ошибка — небрежное соединение шин. Кажется, затянул болты ключом — и все. Но без динамометрического инструмента и правильной шайбовой последовательности через пару циклов нагрева-остывания контакт ослабевает. Появляется нагар, растет сопротивление, контакт начинает греться. Видел последствия на одной из котельных — контактный узел разъединителя буквально оплавился, потому что монтажники пожалели время на калибровку момента затяжки.
Вторая ошибка — игнорирование требований к заземлению корпуса и заземляющих ножей. Заземляющий нож — это не просто ?на всякий случай?. Это мера безопасности при ремонтах. Бывает, его ставят ?для галочки?, но привод работает туго, и нож не доходит до нужного контакта. Проверяешь потом мегомметром сопротивление — а оно завышенное. Все, защита персонала не обеспечена. Нужно при монтаже сразу проверять ход ножа и чистоту контактных поверхностей.
И третье — выравнивание. Разъединитель — аппарат с механическим приводом. Если его основание перекошено даже на несколько миллиметров, со временем возникнет перекос ножей, повышенный износ осей и подшипников. Привод будет работать с повышенным усилием, что может привести к поломке кулачкового механизма или вала. Монтаж должен контролироваться по уровню, и это не пустая формальность.
Обслуживание: не ждать поломки, а предвидеть её
Плановое обслуживание разъединителя — это не просто ?посмотреть и покрасить?. У нас есть четкий чек-лист. Первое — визуальный осмотр на предмет трещин в изоляторах, коррозии на металле и чистоты. Грязь и пыль, особенно в сочетании с влагой, могут создать токопроводящие дорожки и вызвать пробой.
Второе, и самое важное, — проверка контактной системы. Замер переходного сопротивления контактов микроомметром. Это объективный показатель. Если видишь рост сопротивления на 20-25% от паспортного, уже пора бить тревому — чистить контакты, возможно, подтягивать соединения. Многие пренебрегают этим замером, работают ?на глазок?, пока не начнет искрить или не сгорит контакт.
Третье — проверка механизма. Отключение-включение вручную, оценка плавности хода, отсутствия заеданий. Смазка трущихся частей специальной морозостойкой и токопроводящей (где нужно) смазкой. Частая история — заклинивание зимой из-за загустевшей или вымытой смазки. Привод нужно проверять на срабатывание от КИП (ключ управления), смотреть синхронность движения ножей.
История с заменой: когда ?родные? детали не найти
Был у меня опыт на старой подстанции. Стояли советские разъединители РЛНД. Аппараты-?рабочие лошадки?, но время берет свое. Сломался один из валов привода. Оригинальных запчастей, понятное дело, уже нет. Вариантов было два: искать б/у на складах металлолома или пытаться изготовить вал на месте. Пошли по второму пути, но тут возникла проблема с материалом. Сделали из обычной стали, не учли ударные нагрузки. Вал погнуло после нескольких операций.
Пришлось искать альтернативу. Рассматривали вариант не ремонта, а замены всего аппарата на современный аналог. В таких случаях сейчас часто смотрят в сторону производителей, которые могут предложить совместимые по габаритам и присоединительным размерам решения. Например, компания Чжэцзян Хайпауэр Электрик, которая, как указано в их профиле, специализируется на оборудовании для передачи и распределения, часто имеет в линейке продукты, подходящие для модернизации таких объектов. Их продукцию как раз поставляет на наш рынок ООО Вэньчжоу Хуаи Интернэшнл Трейд. Это может быть выходом, когда ремонт старого аппарата экономически нецелесообразен.
В итоге нашли производителя, который изготовил вал из нужной стали с последующей термообработкой. Но история научила: для устаревшего оборудования нужно либо заранее озаботиться наличием критичных запчастей, либо планировать постепенную замену на современные модели, где с сервисом и поставками проще.
Тренды: куда движется рынок простых аппаратов
Казалось бы, что нового можно придумать в такой консервативной вещи, как разъединитель? Однако тренды есть. Первое — это интеграция датчиков. Появляются модели с базовой диагностикой: датчики температуры на основных контактах, датчики положения ножей с выводом сигналов в SCADA-систему. Это уже не просто ?включено-выключено?, а элемент цифровизации сетей.
Второе — материалы. Изоляторы из полимерных композитов, которые не бьются, как фарфор, и лучше ведут себя в загрязненной среде. Металлические части с улучшенным антикоррозионным покрытием. Это продлевает срок службы в агрессивных промышленных атмосферах.
И третье — универсальность. Сейчас востребованы не просто разъединители, а комбинированные аппараты. Например, разъединитель-предохранитель для защиты трансформаторов 10/0.4 кВ. Это экономит место в ячейке и упрощает схему. При выборе такого аппарата критично смотреть на качество предохранителей и согласованность их времятоковых характеристик с защитами выше по цепи. Видел, как неправильно подобранный вставленный предохранитель не отключал повреждение, и страдал уже сам силовой трансформатор.
Итоговые мысли: простота — это не синоним пренебрежения
Вот и получается, что даже вокруг такого, с первого взгляда, элементарного аппарата, как разъединитель на 10 кВ, крутится масса практических знаний. Это не та деталь, на которой можно сэкономить время при проектировании, монтаже или техобслуживании. Его надежность — это фундамент безопасности и бесперебойности всей ячейки или секции.
Главный вывод, который я для себя сделал за годы работы: не бывает ?просто разъединителей?. Бывают правильно и неправильно выбранные, смонтированные и обслуживаемые аппараты. Тренды в сторону диагностики и новых материалов — это хорошо, но они не отменяют необходимости базовой, педантичной работы с железом и схемами. Всегда нужно понимать, в какой цепи он работает, какие токи через него пойдут, и как он будет взаимодействовать с другой аппаратурой.
И да, сейчас проще — много информации, каталогов, сайтов поставщиков вроде hipowering.ru, где можно быстро подобрать аналог или найти документацию. Но это не заменяет собственного опыта и критического взгляда. Любой аппарат в электроустановке заслуживает уважения, и разъединитель 10 кВ — не исключение.