
Разъединитель РНДЗ 2: инновации и обслуживание?
2026-03-16
Когда слышишь ?РНДЗ 2?, многие сразу думают о чём-то устаревшем, громоздком, что стоит на подстанциях с советских времён. Но это лишь поверхностный взгляд. На деле, за этим обозначением скрывается целый пласт практики — от выбора и монтажа до ежедневного обслуживания и тех самых ?инноваций?, которые не всегда связаны с цифровизацией, а чаще с тем, как сделать так, чтобы аппарат отработал свои 30 лет без сюрпризов. Вот об этом, скорее, и пойдёт речь — не о сухой теории, а о том, с чем сталкиваешься в поле.
Что на самом деле скрывается за модернизацией?
Говоря об инновациях для РНДЗ, часто подразумевают дистанционное управление или датчики состояния. Но, по опыту, ключевая эволюция часто лежит в мелочах. Например, в материалах токоведущих частей. Раньше были частые проблемы с окислением контактов ножей, особенно в агрессивных средах или при высокой влажности. Сейчас некоторые производители, вроде тех, чью продукцию мы поставляли с ООО Вэньчжоу Хуаи Интернэшнл Трейд (их каталог можно найти на hipowering.ru), предлагают решения с покрытиями на основе серебра или специальных сплавов. Это не ?революция?, но на практике — меньше подгораний, реже нужна зачистка.
Ещё один момент — это механическая стойкость привода. Помню случай на одной из подстанций в Сибири: классический рычажный привод после нескольких лет работы в условиях резких перепадов температур начал ?заедать?. Не критично, но оператору приходилось прикладывать усилие, что не есть хорошо. Перешли на модернизированные версии с подшипниками качения и улучшенной смазкой — проблема ушла. Вот это и есть инновация на уровне механики, которая важнее для эксплуатации, чем какая-нибудь ?умная? диагностика, которая может и не прижиться.
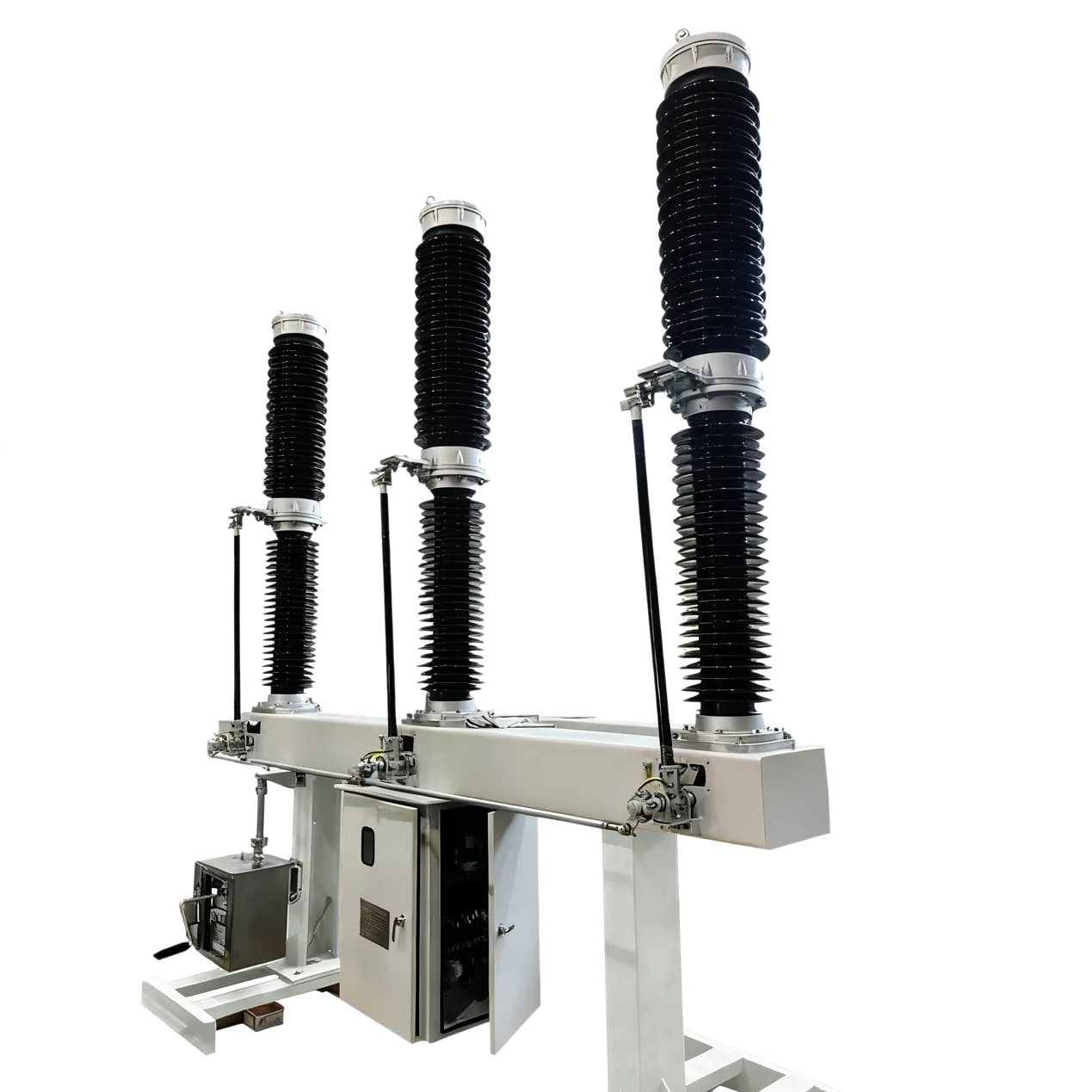
И, конечно, изоляция. Полимерные изоляторы вместо фарфоровых — это уже почти стандарт для новых поставок. Легче, проще в транспортировке, выше стойкость к вандализму. Но и тут есть нюанс: не все полимеры одинаково хороши при длительном УФ-излучении. Нужно смотреть спецификации и, желательно, реальные отзывы с объектов, где оборудование простояло лет 5-7. Те же китайские производители, как Чжэцзян Хайпауэр Электрик, сейчас активно работают над составом этих полимеров, и некоторые их образцы показывают себя вполне достойно.
Обслуживание: где кроются реальные риски?
Обслуживание разъединителя — это не по графику раз в три года. Это, в первую очередь, визуальный контроль и внимание к деталям. Самый частый косяк, который вижу, — это пренебрежение проверкой состояния контактных поверхностей ножей и губок. Кажется, что если аппарат не коммутирует ток, то всё в порядке. Но из-за вибраций, термических расширений контактное давление может ослабнуть. Появляется микроискрение, подгар — и вот уже переходное сопротивление выросло, контакт греется.
Особенно критично это для разъединителей РНДЗ, которые часто стоят как секционирующие аппараты на ответственных линиях. Там, где они используются для переключений под нагрузкой (через систему управления дугогашением), требования к контактам ещё выше. Однажды столкнулся с ситуацией, когда из-за плохо подтянутого болта на шинном соединении рядом с разъединителем начало плавиться алюминиевое крепление. Сам разъединитель был исправен, а проблема — на подводе. Поэтому обслуживание — это всегда системный осмотр всего узла.
Смазка механизмов — отдельная тема. Использовать нужно только рекомендованные производителем составы, иначе можно добиться обратного эффекта — налипания пыли и песка, что в условиях России, особенно в степных районах, быстро выводит механизм из строя. Зимой смазка не должна застывать. Казалось бы, очевидно, но сколько раз видел, как механики используют ?то, что есть в гараже? — обычный солидол.
Опыт импорта и адаптации: китайские комплектующие
Рынок сейчас заполнен предложениями из Китая, и это не всегда плохо. Наша компания, через структуру ООО Вэньчжоу Хуаи Интернэшнл Трейд, как раз занимается поставкой такого оборудования. Ключевой момент — не просто купить, а правильно выбрать производителя, который понимает наши климатические и нормативные требования. Например, для работы при низких температурах нужны специальные исполнения приводов и смазок.
Многие опасаются, что китайский аналог РНДЗ будет хуже по электродинамической стойкости. На практике же, серьёзные заводы, такие как Чжэцзян Хайпауэр Электрик, имеют собственные испытательные центры и могут предоставить протоколы испытаний по ГОСТ или МЭК. Вопрос в том, чтобы эти протоколы запрашивать и проверять, а не верить на слово. Мы, например, перед крупными поставками всегда запрашиваем образцы для проверки на ?родных? испытательных стендах у наших партнёров-энергетиков.
Ещё один практический аспект — наличие запчастей. Инновация инновацией, но если сломался какой-нибудь специфичный фиксатор в приводе, а его нужно ждать три месяца из-за границы, — это простой. Поэтому при заказе мы всегда дополнительно заказываем критичные к износу механические детали: пружины, пальцы, контактные пластины. Это негласное правило, которое экономит нервы эксплуатирующей организации.
Типичные ошибки при монтаже и первые пуски
Самая распространённая ошибка — неправильная центровка ножей относительно губок. Кажется, что всё ровно, но если есть перекос даже в пару миллиметров, это ведёт к неравномерному контактному давлению и локальному перегреву. Проверять нужно не на глаз, а щупом. И делать это после окончательной затяжки всех фундаментных болтов, так как конструкция может немного ?сыграть?.
Часто забывают про заземление. Корпус разъединителя должен быть надёжно заземлён, но при этом гибкая связь (медная шина) не должна создавать механического усилия на изоляторы или мешать ходу ножей. Видел, как монтажники прикручивали заземление ?внатяг? — это верный путь к трещине в изоляторе через год-два.
И, конечно, первый пробный включение-отключение без напряжения. Обязательно нужно проверить ход на всех полюсах синхронно, отсутствие заеданий, чёткость фиксации в крайних положениях. Иногда в новых аппаратах остаётся заводская консервационная смазка, которая на холоде может быть слишком густой. Лучше её частично удалить и нанести штатную, уже на месте.
Взгляд вперёд: что действительно будет меняться?
Если отбросить маркетинг, то основное направление — это интеграция средств мониторинга. Но не как самоцель, а как инструмент для перехода от планово-предупредительного ремонта к ремонту по фактическому состоянию. Датчики температуры на контактах, датчики положения ножей с дискретным выходом — это уже не фантастика, а реальные опции, которые начинают заказывать.
Однако внедрение упирается в два момента: стоимость и готовность персонала работать с этими данными. Недостаточно просто поставить датчик — нужно, чтобы информация с него поступала в АСУ ТП и чтобы кто-то умел её интерпретировать. Пока что это скорее удел новых, цифровизированных подстанций.
Более реалистичный и востребованный тренд — это унификация и уменьшение габаритов. Заказчики хотят, чтобы аппарат был надёжным, но при этом занимал меньше места в ОРУ, особенно при реконструкции старых подстанций, где пространство ограничено. Здесь как раз есть поле для работы производителей над конструктивом. В целом, разъединитель РНДЗ 2 как класс аппаратов никуда не денется, но его ?начинка? и сопутствующие сервисы будут постепенно эволюционировать, исходя из практических, а не только теоретических потребностей сетей.