
Разъединитель KVL: тренды и обслуживание?
2026-03-23
Когда говорят про разъединители, особенно типа KVL, многие сразу думают о чём-то устаревшем, громоздком, что стоит на подстанциях ещё с советских времён и ?работает само на себе?. Это, пожалуй, первый и главный миф. На деле, даже классические конструкции постоянно эволюционируют, а вопросы их обслуживания — это не простая формальность по графику, а часто — история про поиск баланса между надёжностью, стоимостью простоя и реальными ресурсами. Сейчас попробую изложить, как это выглядит изнутри, без глянца.
Что скрывается за аббревиатурой KVL сегодня
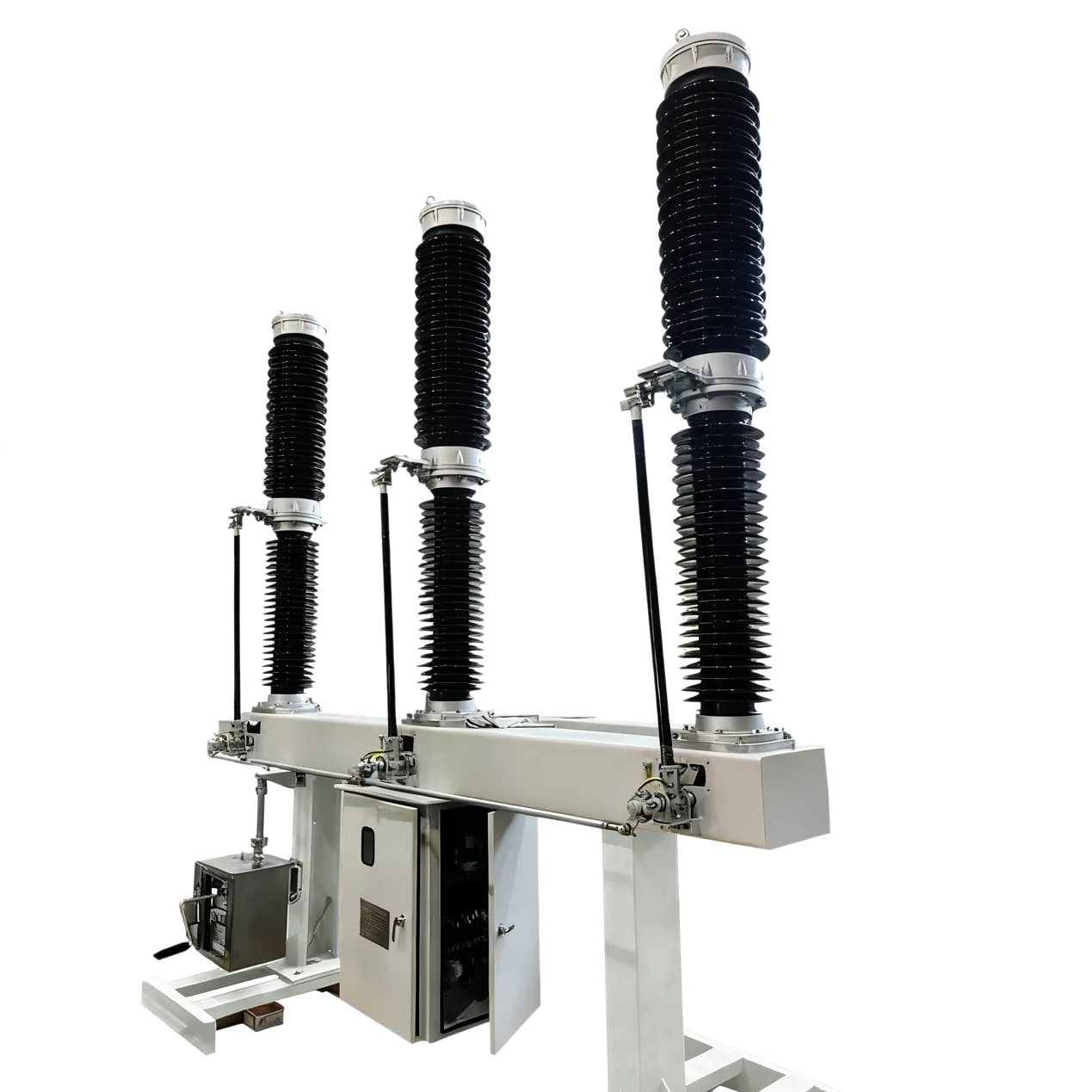
KVL — это ведь не одна конкретная модель, а скорее тип: камеры вертикального литого эпоксидного компаунда. Ключевое здесь — ?литой?. Раньше проблемы были с трещинами, с отслоением от токоведущих частей при термоциклах. Сейчас материалы другие, но суть вызова осталась: обеспечить механическую прочность и стабильную диэлектрическую среду в любых погодных условиях. Видел я, кстати, образцы от разных производителей, где визуально всё идеально, но на испытаниях на морозостойкость после нескольких циклов появлялась сетка микротрещин. Это к вопросу о том, что внешний вид — не показатель.
Тренд, который заметен, — это стремление к унификации узлов и увеличению номинальных токов без существенного роста габаритов. Раньше часто шли по пути ?больше компаунда — лучше изоляция?. Сейчас больше работают с геометрией камеры и составом наполнителей. Например, некоторые новые разработки используют наполненный кварцевым песком компаунд, что даёт лучшее гашение дуги и стойкость к поверхностным разрядам. Но это и усложняет ремонтопригодность — по сути, блок становится неразборным модулем.
И вот здесь важно упомянуть про поставщиков. На рынке сейчас много игроков, в том числе из Азии. Скажем, компания ООО Вэньчжоу Хуаи Интернэшнл Трейд (их сайт — https://www.hipowering.ru), которая представляет на российском рынке продукцию завода Чжэцзян Хайпауэр Электрик, активно продвигает как раз оборудование для передачи и распределения. Их специфика — именно экспорт и коммерческое обращение. Что я заметил по их предложениям по разъединителям: часто идёт ориентация на соответствие ГОСТ и ТУ, но с использованием современных материалов. Это создаёт интересную смесь: конструктивно изделие знакомо нашим энергетикам, а ?начинка? может быть более современной. Но это требует и более вдумчивого подхода к приёмке и диагностике.
Обслуживание: между графиком ППР и реальной необходимостью
По регламенту всё просто: осмотр, проверка контактного давления, очистка от пыли, смазка трущихся частей. Но реальность на подстанции, особенно старого образца, вносит коррективы. Главный враг разъединителя KVL — не износ, а внешняя среда. Пыль с дорог, смешанная с влагой и промышленными выбросами, образует на поверхности компаунда токопроводящий налёт. И вот тут график раз в полгода может не спасти. Весной, после таяния снега с реагентами, или осенью, в сезон туманов, нужно смотреть чаще.
Классическая ошибка — чрезмерное усилие при регулировке или смазке контактов ножевого типа. Была история на одной из наших ПС 110 кВ: мастер, чтобы ?убрать люфт?, перетянул пружины контактных стоек. Вроде бы контакт стал плотнее. Но через полгода начался перегрев из-за потери упругости и деформации. Пришлось менять узел полностью. Вывод: обслуживание — это не ?затянуть покрепче?, а работа с моментами, указанными в паспорте, динамометрическим ключом и пониманием механики.
Ещё один нюанс — диагностика состояния самого литого корпуса. Визуально трещину можно и не увидеть. Мы начали использовать простой, но эффективный метод — термографию в сочетании с испытанием повышенным напряжением промышленной частоты. Не всегда по ТР это прямо предписано для разъединителей, но это даёт картину. Нагревается участок корпуса — вероятно, есть внутренняя полость или расслоение. Потом уже точечно проверяем УЗ-дефектоскопом. Это не по шаблону, это уже из практики выросло.
Тренды в конструкции и что они меняют в эксплуатации
Первый явный тренд — это интеграция датчиков. Не просто для галочки, а встроенные датчики температуры на основных контактах, иногда — датчики положения. Это уже не экзотика. Данные можно выводить в SCADA. Казалось бы, облегчение для обслуживающего персонала. Но возникает новая головная боль: калибровка этих датчиков, их питание, надёжность связи. И самое главное — реакция на их показания. Если датчик показывает нагрев контакта на 20 градусов выше ambient, а график ППР через месяц, что делать? Останавливать секцию? Это вопрос уже к регламентам, которые не поспевают за техникой.
Второе — это материалы дугогасящих камер. Всё чаще вместо простых металлических пластин видны варианты с магнитным дутьём или камерами с принудительным газовым обдувом для более быстрого гашения дуги при отключении малых индуктивных токов. Для обслуживания это значит, что нужно проверять не только механику, но и целостность этих систем, чистоту каналов. А инструкций от завода-изготовителя на этот счёт часто не хватает.
И третий момент — это вес и габариты. Новые модели стремятся быть легче за счёт оптимизации литья и использования композитных изоляторов вместо фарфоровых. Это хорошо для монтажа. Но плохо для устойчивости при сильном ветре на открытых распределительных устройствах. Приходится пересматривать крепления к фундаментам, которые рассчитывались под тяжёлые старые аппараты. Это та деталь, которую проектировщики часто упускают при модернизации.
Проблемы совместимости и ?наследства?
Очень частая ситуация: на одной подстанции стоят разъединители KVL разных лет выпуска и даже разных заводов. И когда возникает необходимость заменить одну секцию, новый аппарат, даже с теми же паспортными данными, может иметь другие присоединительные размеры, другое расположение отверстий. Приходится заниматься адаптацией на месте: изготавливать переходные пластины, переделывать тяги управления. Это увеличивает время простоя и риск ошибок.
Особенно это касается импортных или совместных производств. Возьмём того же Чжэцзян Хайпауэр Электрик. Их продукция, которую поставляет ООО Вэньчжоу Хуаи Интернэшнл Трейд, может быть качественной, но геометрия часто отличается от привычной отечественной. Их сильная сторона — комплексность поставок, они работают именно в сфере передачи и распределения. Но это означает, что при закупке нужно сразу запрашивать не только паспорт, но и детальные чертежи с размерами для проверки на совместимость. Мы однажды этого не сделали, и потом неделю ?колдовали? с монтажом.
Ещё один пласт проблем — это запасные части. Для аппаратов 20-30-летней давности их просто нет. Нередко выходит из строя какой-нибудь подшипник в механизме привода или трескается крышка из-за УФ-излучения. И вот тут начинается творчество: поиск аналогов, проточка, подгонка. Иногда проще и дешевле в долгосрочной перспективе заменить аппарат целиком на современный, даже если он ещё ?живой?. Но на это нужно убеждать руководство, которое видит только статью расходов ?здесь и сейчас?.
Выводы, которые не пишут в учебниках
Итак, что в сухом остатке? Разъединитель KVL — аппарат, который отлично доказал свою жизнеспособность. Но его будущее — не в консервации, а в адаптации. Современные тренды ведут к большей интеллектуальности и надёжности, но требуют от обслуживающего персонала более глубокого понимания не только механики, но и основ диагностики, материаловедения. Слепо следовать графику ППР — путь к аварии. Нужно смотреть, анализировать условия конкретной установки.
Что касается обслуживания, то его ядро смещается от планово-предупредительного ремонта к техническому состоянию. Нужно накапливать данные: температурные профили, результаты осмотров в разных сезонах, история оперативных переключений. Только так можно предсказать отказ. Инструмент — от тепловизора до простого динамометрического ключа — должен быть под рукой и, главное, использоваться умело.
И последнее. Выбор оборудования сегодня — это не просто сравнение цен в каталоге. Это оценка всей цепочки: от наличия подробной документации и обучающих материалов от поставщика (тут, кстати, у упомянутой Hipowering есть пробелы, они больше торгуют, чем сопровождают инженерно) до доступности запчастей и ремонтной базы в регионе. Самый надёжный разъединитель — это тот, про который ты знаешь всё: его слабые места, его историю и к кому обратиться, если что-то пойдёт не так. Всё остальное — просто железо на опоре.