
Разъединитель 2000 А: тренды и обслуживание?
2026-02-13
Вот о чём часто спрашивают, когда речь заходит о мощных воздушных линиях или подстанциях. Многие сразу думают о номинальном токе, мол, 2000 ампер — и всё ясно. Но на практике ключевой момент часто упускают: сам по себе номинал — это лишь бумажка, если не учитывать, как этот разъединитель ведёт себя в реальной сети, особенно при коммутациях или в аварийных режимах. Видел немало случаев, когда оборудование выбирали строго по каталогу, а потом годами мучились с подгоранием контактов или заеданием приводов.
Что на самом деле значит ?2000 А? сегодня
Если брать современные тенденции, то просто большой ток — уже не главный показатель. Сейчас важнее комплексная стойкость. Например, разъединитель 2000 А от серьёзного производителя должен уверенно держать не только номинал, но и сквозные токи КЗ, скажем, 40-50 кА в течение 3 секунд. Это не просто цифры — это вопрос безопасности всей ячейки. Раньше часто фокусировались только на основном номинале, а динамическую стойкость проверяли по остаточному принципу. Сейчас подход иной.
Ещё один тренд — материалы контактных систем. Медь с серебряным покрытием — это уже стандарт, но толщина покрытия и метод нанесения стали критичными. Встречал изделия, где покрытие стиралось за пару десятков операций под нагрузкой (да, коммутация разъединителем — это нарушение, но в реальности такое случается, и оборудование должно это учитывать). После этого начиналось интенсивное окисление, рост переходного сопротивления, перегрев. Поэтому сейчас смотрю не только на сертификаты, но и на отчёты по испытаниям на механическую и коммутационную износостойкость.
Кстати, о трендах. Всё чаще стали требовать дистанционное управление и мониторинг положения. Для обслуживания разъединителей это и плюс, и минус. Плюс — не нужно лезть в ОРУ при плохой погоде для проверки. Минус — добавляется масса датчиков и электроники, которые тоже могут выходить из строя, требуют калибровки. Простой пример: датчик положения контактов на основе микровыключателя. В пыльных условиях, например, рядом с дорогой, он может забиться, и тогда система будет показывать ложное положение ?отключено? при фактически включённом ноже. Опаснейшая ситуация.
Типичные ошибки при монтаже и вводе в эксплуатацию
Здесь можно говорить долго. Частая история — несоосность при монтаже. Кажется, что станина установлена ровно, шины подведены. Но если нож входит в контакты с перекосом даже в пару миллиметров, это гарантирует локальный перегрев. Видел на одном из объектов разъединитель, который грелся до 90 градусов на одной фазе именно из-за этого. Пришлось ослаблять всё, выставлять заново по лазерному уровню и контролировать усилие на контактах динамометрическим ключом.
Ещё один момент, который многие упускают — это момент затяжки болтовых соединений на шинах. Есть таблица моментов, её часто игнорируют. Перетянул — сорвал резьбу или деформировал контактную площадку. Недотянул — соединение будет греться из-за микроискрения. Всегда беру с собой динамометрический ключ и таблицу от производителя. Для медных шин и алюминиевых моменты разные, это тоже важно.
И, конечно, защитные покрытия. После монтажа часто остаются царапины на ножах или контактах. Если их не обработать специальной токопроводящей смазкой (не обычной ?Литолом?!), то в эти царапины набивается пыль, начинается коррозия. Один раз пришлось полностью менять контактную группу после двух лет эксплуатации именно по этой причине — монтажники не доложили смазку, а приёмка прошла ?на глазок?.
Регламент обслуживания: что можно, а что нельзя пропускать
Здесь многое зависит от среды. Для стандартных условий (неагрессивная атмосфера, умеренная запылённость) базовый регламент — раз в год визуальный осмотр и проверка момента отключения/включения. Но это минимум. На что я всегда обращаю внимание, так это на состояние подвижных контактов разъединителя. Нужно проверять не просто ?ходит-не ходит?, а плавность хода по всей траектории. Малейшее заедание — признак износа втулок или проблем с приводным механизмом.
Обязательный пункт — термоконтроль. Раньше обходились пирометром, сейчас чаще ставят стационарные системы. Но даже с пирометром важно мерить не в одной точке, а по всей длине контакта — сверху, снизу, на болтовых соединениях. Разница температур между фазами более 20% — уже повод для внеплановой ревизии. Запомнился случай на подстанции 110 кВ, где на одной фазе разъединитель грелся из-за ослабшей пружины в контактном пальце. Визуально это было не заметно, только тепловизор показал.
Чистка — отдельная тема. Никаких абразивов! Только специальные очистители для электрооборудования, которые не оставляют плёнки. И после чистки — обязательное нанесение контактной смазки. Многие её боятся, думают, что она притянет ещё больше пыли. Но современные составы как раз наоборот, отталкивают загрязнения и предотвращают окисление. Без неё контактная поверхность быстро деградирует.
О выборе поставщика и качестве продукции
Рынок насыщен, но качество сильно плавает. Приходится фильтровать. Лично для меня важны не только паспортные данные, но и доступность запасных частей, а главное — техническая поддержка. Бывало, что для замены какого-нибудь упорного подшипника приходилось ждать месяц, потому что поставщик ?работает только под заказ из-за рубежа?. Это простой и риски.
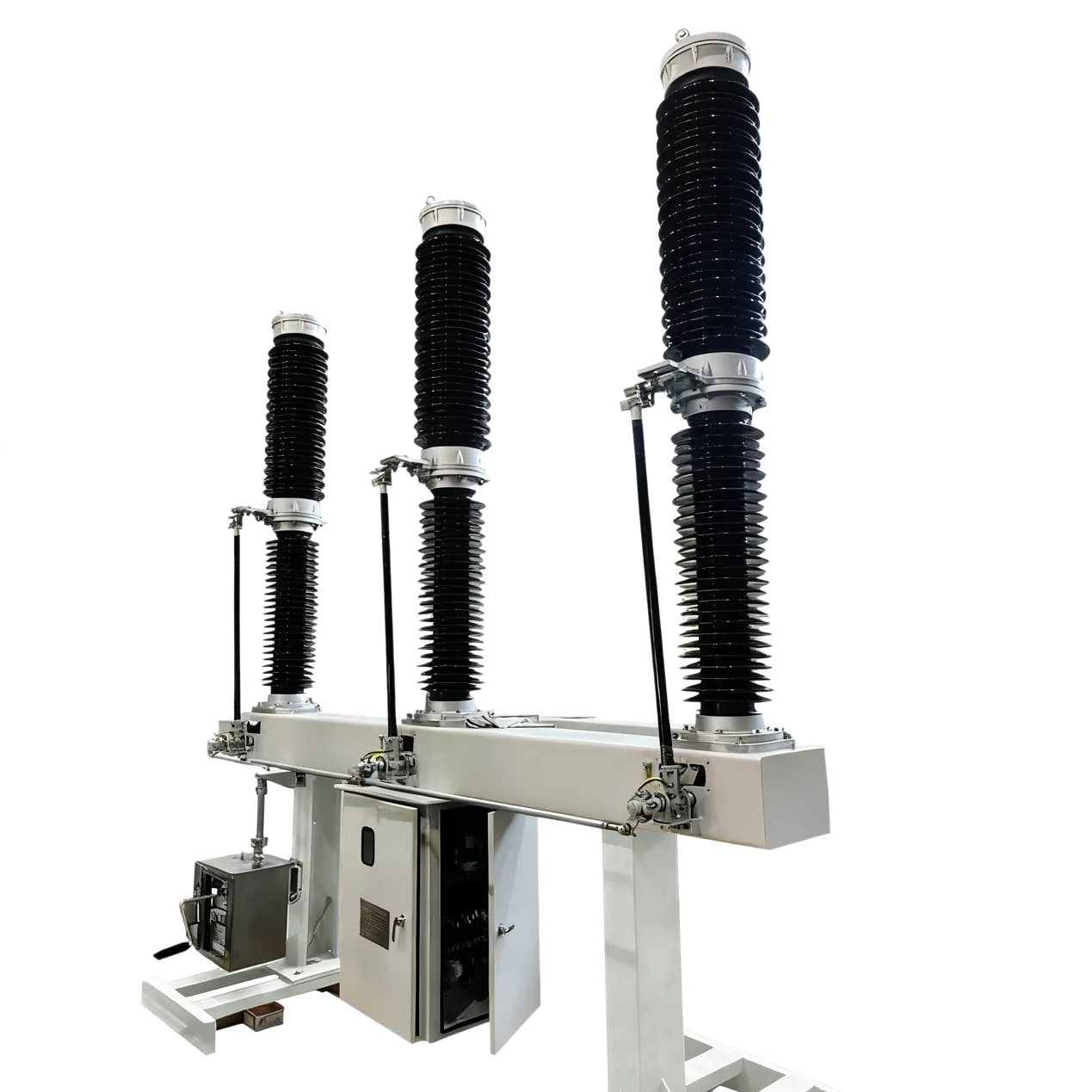
Из позитивного опыта могу отметить сотрудничество с ООО Вэньчжоу Хуаи Интернэшнл Трейд. Они выступают как часть Чжэцзян Хайпауэр Электрик, что даёт понимание, что за продукцией стоит завод-изготовитель, а не просто торговая компания. На их сайте hipowering.ru можно найти не просто каталог, но и довольно детальные технические заметки по монтажу, что редкость. Работал с их разъединителями на 2000 А в одном из проектов — конструкция была продуманной, например, были удобные регулировочные прокладки для юстировки ножа, что сильно упростило монтаж.
Но и тут есть нюансы. Например, их стандартная комплектация иногда не включает дистанционный привод, его нужно заказывать отдельно. И совместимость нужно уточнять заранее. Один раз чуть не попал впросак, когда привод от другого производителя механически подошёл, но момент срабатывания оказался больше, чем мог выдержать вал разъединителя. Хорошо, что вовремя провели испытания на стенде. Теперь всегда требую от поставщика полную спецификацию на весь комплект: разъединитель, привод, вспомогательные контакты — как единую систему.
Мысли в сторону будущего и итоги
Куда всё движется? Думаю, в сторону большей ?интеллектуализации?. Встроенные датчики температуры, износа контактов, которые будут передавать данные прямо в АСУ ТП. Но это и новые вызовы для обслуживания — нужны будут специалисты, которые понимают не только механику, но и основы цифровых интерфейсов. Уже сейчас сталкиваюсь с тем, что молодые электромонтёры отлично разбираются в софте, но не могут определить износ контакта на глаз, а старики — наоборот.
Итог по теме разъединитель 2000 А простой: это не просто кусок металла, который включается и выключается. Это точный механический аппарат, чья надёжность на 70% зависит от правильного монтажа и своевременного, грамотного обслуживания. Тренды задают требования к стойкости и мониторингу, но фундамент — это качество изготовления и внимание к деталям на месте. Бумажный номинал в 2000 ампер должен подтверждаться реальной работой в полевых условиях, иногда далёких от идеальных. И это, пожалуй, самое важное.
Всё вышесказанное — это не теория, а выводы, часто сделанные на своих ошибках или наблюдениях за чужими. Оборудование становится сложнее, но базовые принципы надёжного контакта, чистоты и правильной регулировки — неизменны. На них и стоит опираться, выбирая и обслуживая такие аппараты.