
?Разъединитель РЛНД 200: инновации и обслуживание??
2026-02-01
- Разъединитель РЛНД 200: инновации и обслуживание
- Конструктивные особенности: где скрыта эволюция
- Монтаж и первоначальная наладка: типичные ошибки
- Эксплуатационное обслуживание: не по графику, а по состоянию
- Ремонтопригодность и модернизация в полевых условиях
- Вопросы надёжности и отказы: анализ случаев
- Заключительные соображения: баланс между старым и новым
Разъединитель РЛНД 200: инновации и обслуживание
Когда слышишь ?РЛНД 200?, многие сразу думают о чём-то устаревшем, ?рабочей лошадке? из прошлого века. Но это поверхностно. На деле, в этой, казалось бы, консервативной конструкции кроются нюансы, которые и определяют, будет подстанция работать как часы или станет головной болью для эксплуатации. Сам видел, как неправильная интерпретация ?инноваций? при модернизации приводила к отказам. Давайте разбираться без глянца.
Конструктивные особенности: где скрыта эволюция
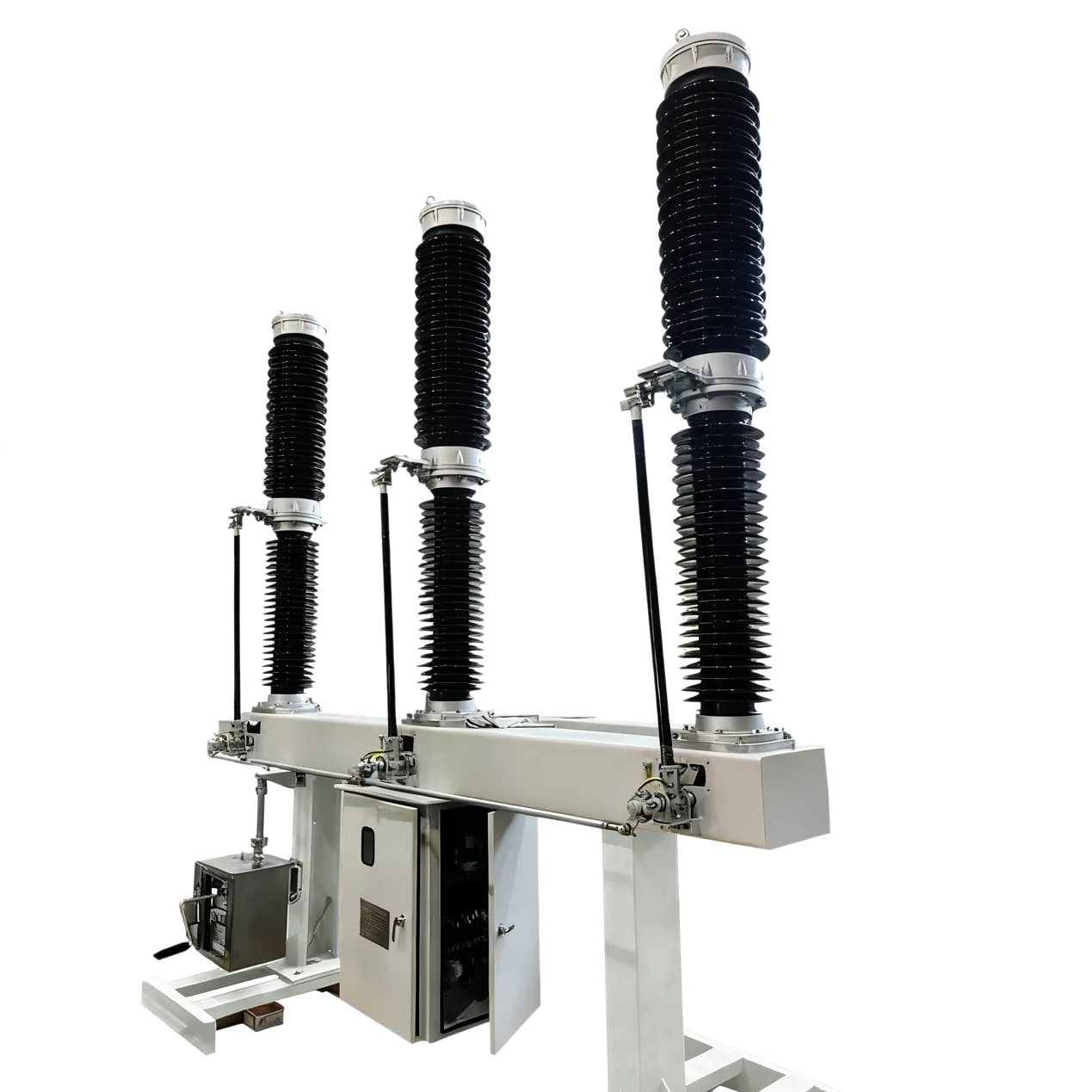
Если брать классический РЛНД 200, то его рама и изоляторы — это история надёжности. Но эволюция идёт не в изменении силуэта, а в материалах. Раньше проблемы были с утечками тока по поверхности полимерных изоляторов в условиях сильной запылённости и влажности. Сейчас, у нормальных производителей, вроде Чжэцзян Хайпауэр Электрик, состав полимера и профиль рёбер жёсткости пересмотрены. Это не бросается в глаза, но на испытаниях видна разница.
Второй момент — контактная система. Медные накладки с серебряным покрытием — стандарт. Но толщина этого покрытия и способ его нанесения — вот где собака зарыта. Экономия здесь приводит к выгоранию контактов после 30-40 операций под нагрузкой, хотя в паспорте будет стоять 100. Приходилось сталкиваться с таким, когда закупали ?оптимизированную? партию. Потом разбирались, оказалось, покрытие нанесено гальваническим способом вместо плакирования, и оно просто стиралось.
И третий, часто упускаемый из виду элемент — вал отключения и его подшипниковые узлы. Раньше ставили простые втулки, требовавшие регулярной смазки. Сейчас всё чаще идут на герметичные подшипники качения, заполненные консистентной смазкой. Это и есть реальная инновация для обслуживающего персонала — узел становится необслуживаемым на весь срок службы. Но проверить это при приёмке сложно — нужно либо доверять производителю, либо требовать протоколы испытаний на ресурс.
Монтаж и первоначальная наладка: типичные ошибки
Казалось бы, что сложного: установить на опору, подключить шины. Но большинство проблем родом отсюда. Самая частая ошибка — несоосность присоединяемых шин. Если шину притянуть с усилием, чтобы компенсировать перекос, создаётся постоянная механическая нагрузка на изоляторы. Со временем это приводит к их растрескиванию в районе фланца. Видел такие трещины на изоляторах, проработавших всего 3 года.
Ещё один момент — момент затяжки болтовых соединений. Его часто игнорируют, затягивая ?от души? или ?до упора?. Для алюминиевых наконечников это критично. Перетяжка ведёт к creep-эффекту, ослаблению контакта со временем и перегреву. В документации ООО Вэньчжоу Хуаи Интернэшнл Трейд на свою продукцию, кстати, всегда приводят таблицы с точными моментами затяжки для разных соединений — это признак серьёзного подхода.
И обязательно нужно проверять ход ножей на землю. Бывает, из-за деформации рамы при транспортировке или неверной установки, нож не доходит до нижнего упора или, наоборот, упирается с избыточным усилием. Это влияет и на надёжность заземления, и на усилие при оперативных переключениях. Проверяется просто — щупом и динамометрической отвёрткой, но эту операцию часто пропускают.
Эксплуатационное обслуживание: не по графику, а по состоянию
График ТО из инструкции — вещь условная. В приморской зоне с солёным воздухом состояние контактов нужно проверять в два раза чаще, чем в континентальном климате. Главный инструмент — тепловизор. Но и тут есть нюанс. Обследование нужно проводить под реальной нагрузкой, желательно близкой к максимальной. Холодный разъединитель ничего не покажет.
Что часто забывают делать — это проверку механической прочности заделки изоляторов в раму. Со временем, от вибрации и температурных циклов, соединение может ослабнуть. Простукивание резиновым молотком — старый, но действенный метод. Глухой звук — повод для детального осмотра.
Смазка. Если в конструкции есть узлы трения (не герметичные подшипники), то нужна специальная морозостойкая и электропроводящая смазка. Обычный солидол или Литол-24 здесь не подходят — они застывают на морозе и, что важнее, являются диэлектриками, что может нарушить цепь заземления через шарнир.
Ремонтопригодность и модернизация в полевых условиях
Одно из ключевых достоинств разъединителя РЛНД — его ремонтопригодность. Но это палка о двух концах. Часто при замене контактных накладок не обращают внимание на состояние пружин в контактных стойках. Они теряют упругость, и новый контакт не обеспечивает нужного нажатия. Менять нужно комплектом.
Сейчас популярна тема дооснащения моторными приводами для АСУ ТП. Тут важно не ошибиться с выбором привода по моменту и ходу. Устанавливали как-то привод с запасом по моменту, но без регулировки конечных положений. Он буквально рвал механизм, так как создавал усилие сверх расчётного. Пришлось демонтировать и ставить модель с точной настройкой. Интеграторы, которые сотрудничают с производителями, как Hipowering.ru, обычно предлагают уже проверенные комплекты, что снижает такие риски.
Ещё один вариант модернизации — установка датчиков положения. Казалось бы, мелочь. Но если ставить контактные микровыключатели, то в условиях обледенения они могут отказать. Бесконтактные (индуктивные или магнитные) надёжнее, но их сложнее настроить и они чувствительны к электромагнитным помехам. Выбор зависит от конкретной подстанции.
Вопросы надёжности и отказы: анализ случаев
Самый показательный случай отказа, который я видел, — это поломка изолятора при отключении под легкой нагрузкой (емкостный ток ЛЭП). Причина оказалась в скрытом производственном дефекте — внутренней трещине в стеклянной основе изолятора. Внешний осмотр и даже испытания повышенным напряжением при приёмке её не выявили. Отказ произошёл на 5-м году эксплуатации из-за усталостных процессов. Вывод — даже у проверенных поставщиков нужен выборочный входной контроль сложных узлов.
Другой частый сценарий — ?залипание? ножей в контактах после долгого простоя. Особенно актуально для резервных присоединений. Виной всему — окисление поверхностей и отсутствие самоочищающегося эффекта от регулярных коммутаций. Тут помогает не регулярная ручная отработка (это создаёт ненужный износ), а применение специальных токопроводящих паст при монтаже, которые предотвращают окисление.
И, наконец, ошибки персонала. Классика — попытка отключить РЛНД 200 под нагрузкой, когда ошибочно считают, что цепь уже разорвана выключателем. Конструкция для этого не предназначена, итог — мощная дуга, оплавление контактов, иногда пожар. Никакие инновации не спасут от человеческого фактора. Только жёсткий оперативный контроль и, возможно, блокировки. Но блокировки — это уже усложнение и новые точки потенциального отказа.
Заключительные соображения: баланс между старым и новым
Так что же такое инновации для РЛНД 200? Это не революция, а точечные улучшения в материалах, покрытиях и сопутствующих системах (привода, мониторинг). Слепо гнаться за ?цифровизацией? этого аппарата не стоит — его сила в механической простоте и выносливости.
Ключ к долгой службе — это понимание его конструкции, грамотный монтаж и обслуживание по состоянию, а не по календарю. И, что критически важно, выбор ответственного поставщика, который не идёт на скрытую экономию в материалах. Когда видишь подробные ТУ и протоколы испытаний, как, например, у компании Чжэцзян Хайпауэр Электрик, объединившей производство и экспорт через ООО Вэньчжоу Хуаи Интернэшнл Трейд, это внушает определённое доверие. Их сайт https://www.hipowering.ru — это, по сути, каталог с технической глубиной, что для инженера важнее маркетинговых лозунгов.
В итоге, разъединитель РЛНД 200 останется на сетях ещё долго. И от того, насколько мы, эксплуатационщики, понимаем его реальные, а не паспортные возможности и слабые места, зависит общая надёжность. Пишу это, основываясь на том, что пришлось увидеть и починить за годы работы, без прикрас.