
Разъединители выше 1000 в: тренды и обслуживание?
2026-03-06
- Разъединители выше 1000 В: тренды и обслуживание?
- Эволюция, а не революция: куда движутся современные разъединители
- Обслуживание: теория из книг против реальности на площадке
- Ошибки и ложная экономия: чему учит опыт
- Интеграция нового и старого: практические кейсы
- Взгляд в будущее: что будет важно завтра
Разъединители выше 1000 В: тренды и обслуживание?
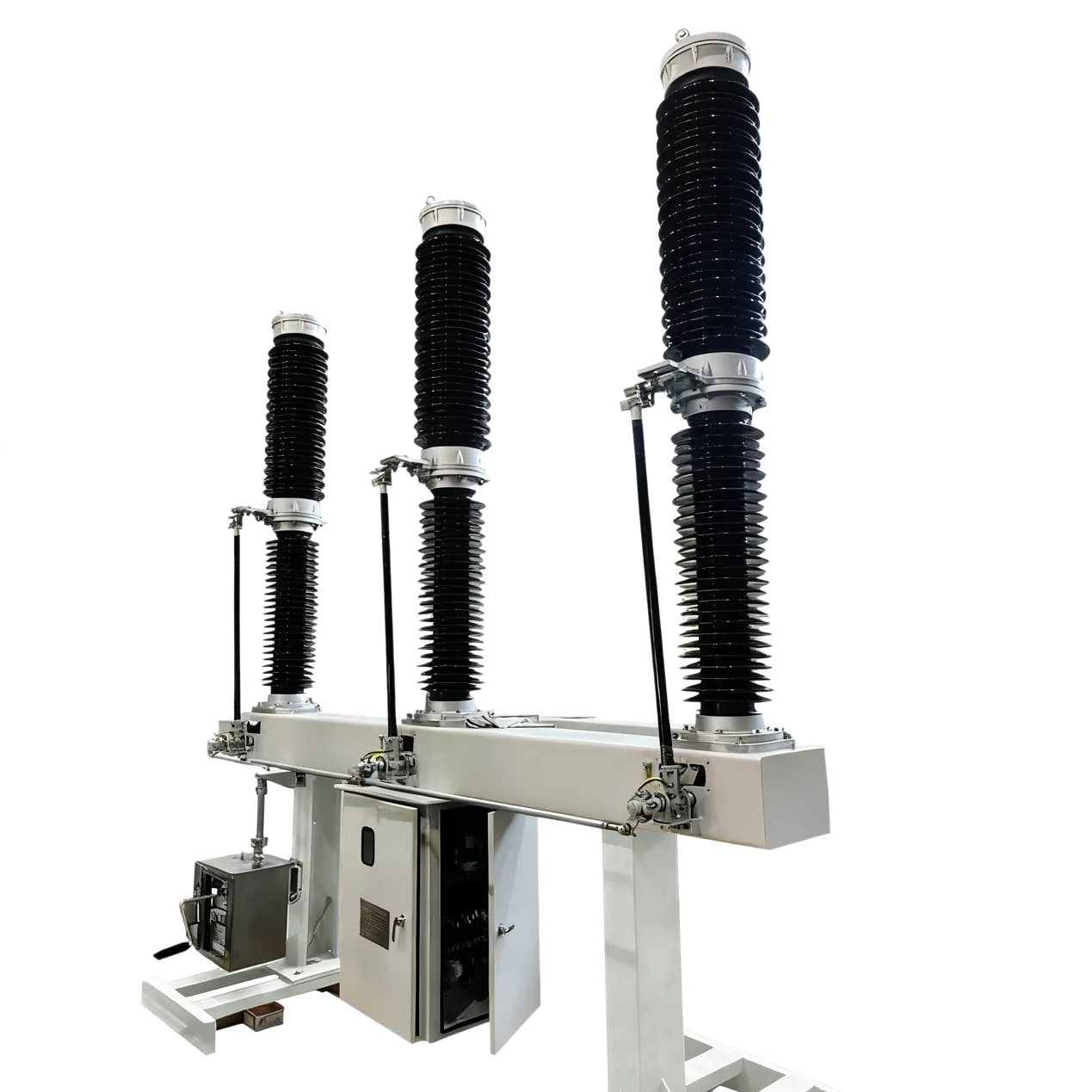
Когда заходит речь о разъединителях на напряжение выше 1000 вольт, многие сразу думают о чем-то громоздком, устаревшем и предельно простом по функционалу. Но это, пожалуй, первое заблуждение. На деле, даже этот, казалось бы, консервативный сегмент оборудования переживает свои, не всегда очевидные со стороны, трансформации. И обслуживание здесь — это не просто ?проверить контакты и подтянуть болты?. Это постоянный баланс между надежностью старой школы и интеграцией новых требований.
Эволюция, а не революция: куда движутся современные разъединители
Если смотреть на тренды, то яркой революции нет. Никто не ждет, что разъединитель вдруг станет ?умным? в смысле IoT-гаджета. Основной вектор — это повышение эксплуатационной готовности и снижение затрат на весь жизненный цикл. Материалы, например. Все чаще видишь элементы из современных композитов, которые лучше ведут себя в агрессивных средах, особенно в приморских районах или около химических производств. Оцинкованная сталь уступает место более стойким покрытиям.
Конструктивно тоже есть сдвиги. Компактность — не самоцель, но она важна при модернизации старых подстанций, где пространство ограничено. Видел проекты, где переходили на разъединители с вертикальным или пантографным типом разрыва — они действительно экономят место. Но тут же возникает нюанс с обслуживанием: не все бригады, привыкшие к классическим поворотным моделям, сразу находят к ним подход. Нужны новые инструкции, иногда — специнструмент.
Еще один момент — дистанционное управление. Это уже не новинка, но сейчас оно становится стандартом де-факто для новых объектов. Однако, тренд — не просто поставить электропривод. Речь о встраивании простейших датчиков положения, иногда — датчиков температуры основных контактов. Данные идут не в ?облако?, а на местный щит управления. Это уже не ?умный?, а ?информированный? разъединитель. Позволяет планировать обслуживание не по графику, а по фактическому состоянию. Но внедрять это на уже работающих разъединителях выше 1000 В — задача дорогая и не всегда оправданная.
Обслуживание: теория из книг против реальности на площадке
Вот здесь начинается самое интересное. По регламенту все четко: визуальный осмотр, проверка момента на болтах, смазка трущихся частей, измерение сопротивления контактов. Но в жизни, особенно на ответственных объектах с высоким графиком нагрузки, плановое отключение для полного обслуживания — это головная боль. Часто работа идет в ?окнах?, по ночам, при минусовой температуре. И тут вылезают все ?детские болезни? даже у хорошего оборудования.
Например, история с подшипниками поворотных узлов. По паспорту — смазка на весь срок службы. А на практике, после 5-7 лет в условиях перепадов температур и пыли, смазка засыхает или вымывается. Механизм начинает ходить туже, привод работает на пределе. Видел случаи, когда из-за этого доходило до обрыва тяг. Теперь мы настойчиво рекомендуем заказчикам включать в ежегодный осмотр проверку хода механизма вручную, до подключения привода. Это просто, но предотвращает аварию.
Еще одна больная тема — контактные системы. Электрики любят проверять их напильником. Но для современных покрытий на основе серебра или его композитов это смерть. Нужна специальная паста для чистки и шлифовки. Кстати, хорошие поставщики, которые реально в теме, всегда кладут такой набор в ЗИП. Как, например, делает ООО Вэньчжоу Хуаи Интернэшнл Трейд. У них на сайте hipowering.ru можно увидеть, что они позиционируют себя не просто как торговцы, а как часть производственного холдинга Чжэцзян Хайпауэр Электрик. Это важно, потому что такой поставщик обычно дает не просто железо, а полный пакет документации, включая реальные, а не формальные, рекомендации по обслуживанию. Их техспецы могут толково объяснить, почему на их разъединителе не нужно затягивать контактные пластины с усилием как на рельсе.
Ошибки и ложная экономия: чему учит опыт
Самая распространенная ошибка при монтаже и обслуживании — игнорирование момента затяжки. Кажется, что болт сидит крепко — и ладно. Но для главных и заземляющих ножей этот момент критичен. Недотяжка ведет к перегреву, перетяжка — к деформации контактной системы и тому же перегреву. Купили динамометрический ключ — и проблема на 80% решена. Но убедить в этом некоторых прорабов бывает сложно.
Ложная экономия — это покупка ?аналогичных? запчастей у непроверенных производителей. Брали как-то партию подшипников не у OEM, а у местного поставщика. Вроде те же размеры. Через полгода на половине разъединителей появился люфт. Вскрыли — материал втулки был мягче, быстро выработался. В итоге затраты на замену в несколько раз превысили экономию. Теперь принцип: критичные узлы — только от производителя или официального дистрибьютора, того же Хайпауэр Электрик.
Еще один урок — учет климата. Ставили партию разъединителей в регионе с суровыми зимами. Обычная морозостойкая смазка в приводах на третий год стала комковаться. Пришлось экстренно менять на специальную, с более широким температурным диапазоном. Теперь в спецификацию сразу закладываем климатическое исполнение, а не просто напряжение и ток.
Интеграция нового и старого: практические кейсы
Часто стоит задача не построить новую подстанцию, а модернизировать старую. Здесь и проявляется профессионализм. Как-то работали на объекте 70-х годов постройки. Нужно было заменить устаревшие советские разъединители на современные, но без изменения несущих порталов. Оказалось, что монтажные размеры у нового оборудования другие. Пришлось проектировать и изготавливать переходные адаптерные пластины. Ключевым было рассчитать новые механические нагрузки, чтобы не перегрузить старую конструкцию.
Другой случай — установка двигателей дистанционного управления на ручные разъединители. Казалось бы, стандартная услуга. Но привод увеличивает нагрузку на вал и опорные изоляторы. Если изоляторы старые, есть риск их раскалывания при первом же срабатывании. Теперь наш стандарт — перед установкой привода проводим диагностику изоляторов (простукивание, иногда УЗИ-дефектоскопия) и проверяем расчетный момент.
И конечно, документация. При получении оборудования от поставщика, важно получить не только паспорт, но и детальные чертежи, схемы подключения в разных вариантах. Когда работаешь с компаниями, которые сами глубоко в производстве, как Чжэцзян Хайпауэр Электрик, этот процесс идет глаже. Они понимают, что нужно монтажникам и обслуживающему персоналу. На их ресурсе hipowering.ru видно, что акцент сделан именно на комплексном подходе к поставкам электрооборудования, а не на разовой продаже.
Взгляд в будущее: что будет важно завтра
Если прогнозировать, то ждать прорывных инноваций в самой конструкции разъединителя не стоит. Основа останется прежней. Но ?обвес? будет развиваться. Стандартом станет встроенный мониторинг ключевых параметров: температура, положение, момент срабатывания. Данные будут передаваться в локальные системы АСУ ТП, что окончательно сместит обслуживание от планово-предупредительного к фактическому.
Еще один пласт — материалы. Будут активнее внедряться самовосстанавливающиеся покрытия для контактов, полимерные изоляторы с улучшенными трекинг-стойкостью. Это позволит увеличить межсервисные интервалы, особенно в сложных условиях.
И главное — изменится роль специалиста. Механика с гаечным ключом будет все больше превращаться в техника, который умеет работать с данными диагностики, понимает основы мехатроники и знает, как интегрировать старое железо в новые цифровые контуры. И в этом смысле, выбор поставщика, который предлагает не просто продукт, а технологическое решение и поддержку на всем цикле, становится критически важным. Потому что в мире разъединителей выше 1000 В надежность на десятилетия вперед закладывается сегодня, и мелочей здесь не бывает.