
Как тяга разъединителя РЛК влияет на надёжность?
2026-02-27
Если говорить о надёжности разъединителей, все сразу вспоминают контакты, привод, изоляцию. А про тягу — часто отмахиваются, мол, железка и железка. Вот в этом и кроется главная ошибка. На практике, особенно в условиях северных подстанций или частых коммутаций, именно состояние и конструкция тяги разъединителя становится тем слабым звеном, которое определяет, отработает аппарат положенный срок или подведёт в самый неподходящий момент.
Конструкция тяги — не просто ?палка?
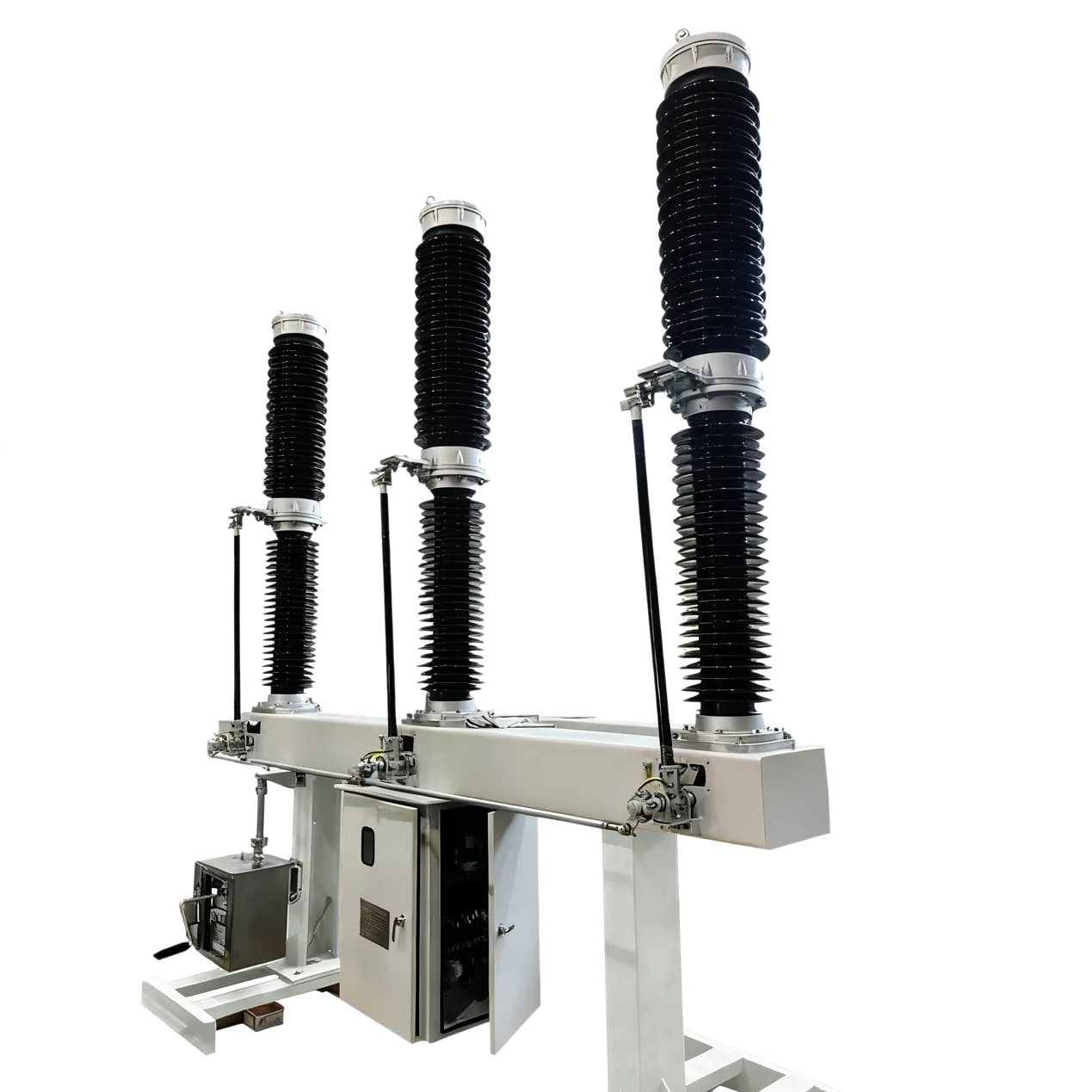
Когда берёшь в руки тягу от старого РЛК, кажется, что всё просто: штанга, наконечники, maybe шарниры. Но тут есть нюансы, которые не в справочниках пишут. Материал — это первое. Дешёвый прокат, не прошедший нормальную обработку на растяжение-кручение, со временем даёт микротрещины. Особенно в местах резьбовых соединений. Видел случаи на подстанциях 110 кВ, где тяга лопнула не под нагрузкой, а просто от вибрации и коррозии. И это не мгновенный отказ — сначала появляется люфт, который сложно диагностировать без расцепления.
Ещё момент — компоновка. В некоторых модификациях РЛК тяга идёт через несколько опорных изоляторов. Если геометрия при монтаже нарушена (а на стройке это часто), возникает изгибающий момент. Тяга работает не на чистое растяжение, а с изгибом. Усталость металла наступает в разы быстрее. Проверяли как-то разъединители после 5 лет эксплуатации — на тягах были видны следы постоянного напряжения в определённых точках. Производитель, конечно, говорит про запас прочности, но этот запас съедается неправильной установкой.
И нельзя забывать про температурные компенсаторы. Вернее, про их отсутствие в некоторых типовых решениях. При сезонных перепадах от -40 до +30 длина тяги меняется. Если жёстко зафиксировать оба конца — возникают огромные внутренние напряжения. Это бьёт и по тяге, и по узлам крепления к валу разъединителя. В итоге либо тягу ведёт, либо начинает клинить привод. Решение вроде бы простое — установка сферических подшипников или скользящих муфт, но на многих объектах про это ?забывают? ещё на этапе проектирования.
Влияние на кинематику и контактное нажатие
Вот здесь связь неочевидная для тех, кто не в теме. Кажется, что тяга лишь передаёт движение. Но от её жёсткости и отсутствия backlash напрямую зависит конечное усилие на контактах разъединителя. Если в тяге есть продольный люфт (допустим, из-за износа шплинтов или развальцовки наконечников), то привод отработает ход, а контакты не дожмутся до нормы. Особенно критично для разъединителей с большой длиной фазы.
Помню историю на одной промышленной подстанции. Разъединители РЛК-110 после ревизии начали греться на одной фазе. Проверили контакты — вроде чистые, поджатие по щупу нормальное. Оказалось, что при монтаже после ремонта слегка перекосило траверсу, и тяга на одной фазе работала с небольшим перекосом. Это создало дополнительное трение в шарнирах, привод стал ?недоводить? нож на пару миллиметров. Визуально всё сомкнуто, а фактическое давление контактов — процентов 70 от нормы. Нагрузка была непостоянная, вот и грелось периодически.
Отсюда вывод: диагностику разъединителя нужно начинать не с контактов, а с проверки кинематической цепи. Вручную (с соблюдением безопасности, конечно) пройти весь ход от привода до ножа и обратить внимание на моменты ?залипания? или ?провала? усилия. Часто виной именно тяга — либо её крепления.
Проблемы монтажа и эксплуатации, которые ?убивают? тягу
На бумаге монтажная схема выглядит идеально. На площадке — совсем другая картина. Одна из частых проблем — это монтаж тяг ?внатяг?. Монтажники, чтобы устранить видимый провис, иногда намеренно устанавливают тягу короче расчётной, создавая предварительное натяжение. Это грубейшая ошибка. Тяга должна иметь минимальный, но провис для компенсации температурных деформаций. Иначе в мороз напряжения становятся запредельными.
Другая беда — отсутствие регулярной смазки шарнирных соединений. Тяга — это не статичный элемент. Шарниры, оси, подшипники должны двигаться свободно. На практике их часто забивает пыль, песок, появляется коррозия. Узел начинает работать как абразив, увеличивая зазоры. Особенно актуально для объектов вблизи дорог или промышленных зон. Регламент ТО предписывает смазку, но кто её выполняет в полном объёме?
И, конечно, механические повреждения. При монтаже другого оборудования, при ремонте по тяге могут случайно ударить, погнуть. Не всегда это заметно сразу. Но даже небольшой изгиб меняет распределение нагрузки и создаёт точку концентрации напряжений. Такую тягу нужно менять сразу, но часто её оставляют ?до первой проблемы?.
Взаимосвязь с приводом и общая надёжность системы
Тяга — это связующее звено между ?мозгом? (приводом) и ?рабочим органом? (ножами). Если это звено ненадёжно, то даже самый совершенный мотор-редуктор или пружинный механизм не обеспечат чёткой работы. Привод рассчитывается на определённый момент сопротивления. Изношенная, подклинивающая тяга увеличивает это сопротивление. Привод работает на пределе, греется, быстрее изнашиваются его шестерни или кулачковые механизмы.
Был у нас показательный случай с разъединителями на объекте, где поставщиком электрооборудования выступала компания ООО Вэньчжоу Хуаи Интернэшнл Трейд (их сайт — hipowering.ru). Они поставляли комплексно, включая приводы. После двух лет работы на одном присоединении начались сбои в дистанционном управлении. Локально всё работало. При детальном разборе выяснилось, что тяги, поставлявшиеся из другого источника, имели некондиционную покраску. Коррозия под слоем краски в местах контакта с кронштейнами привела к заеданию, и усилия привода стало не хватать для полного цикла по телеметрии. Пришлось заменять узел целиком. Это пример, когда проблема в, казалось бы, смежном элементе (тяга разъединителя) влияет на работу всей системы управления.
Компания Чжэцзян Хайпауэр Электрик, как комплексный производитель и поставщик, часто акцентирует внимание на согласованности всех компонентов. И это правильно. Надёжность — это система. Можно поставить самый дорогой разъединитель, но с кустарно изготовленной тягой, и получить постоянные проблемы. Поэтому при закупках или аудите оборудования нужно требовать паспорта и сертификаты не только на основные аппараты, но и на такие ?мелочи?, как тяги, шарниры, наконечники.
Диагностика, обслуживание и что можно улучшить
Как оценить состояние тяги без демонтажа? Визуально — искать трещины, коррозию, следы трения. Проверять люфты — покачиванием вручную (при отключенном и заземлённом аппарате). Но лучший инструмент — это термография. Нагревание в местах соединения тяги с другими элементами при рабочей нагрузке — явный признак проблемы. Ещё можно использовать датчики вибрации, но это уже для ответственных объектов.
При обслуживании нужно не просто мазать ?чем попало?. Использовать консистентную смазку, предназначенную для работы в широком температурном диапазоне и устойчивую к вымыванию. Обязательно очищать узел от старой смазки и грязи перед нанесением новой. Контролировать момент затяжки всех резьбовых соединений динамометрическим ключом — это исключает как недотяжку, так и перетяжку, которая ведёт к срыву резьбы.
Что касается улучшений. Сейчас появляются тяги из композитных материалов — они легче, не корродируют. Но их поведение на морозе и при длительных циклических нагрузках ещё нужно изучать. Другое направление — интегрированные системы мониторинга, где на саму тягу устанавливается датчик деформации (тензодатчик). Это позволяет в реальном времени видеть нагрузку и прогнозировать износ. Пока это дорого, но для критичной энергоинфраструктуры может быть оправдано.
В итоге, возвращаясь к заголовку. Влияние тяги разъединителя РЛК на надёжность — не второстепенно, а критично. Это динамичный, нагруженный элемент, чьё состояние определяет чёткость работы всей кинематической цепи. Пренебрежение её выбором, монтажом и обслуживанием ведёт к латентным дефектам, которые проявляются внезапными отказами. Работая с такими компаниями, как ООО Вэньчжоу Хуаи Интернэшнл Трейд, которая занимается комплексными поставками в сфере передачи и распределения электроэнергии, важно уделять внимание всему циклу и всем компонентам. Потому что надёжность рождается в деталях. И тяга — как раз одна из тех самых ключевых деталей, о которых нельзя забывать.