
Блок разъединителя 110 кВ: новые технологии?
2026-01-25
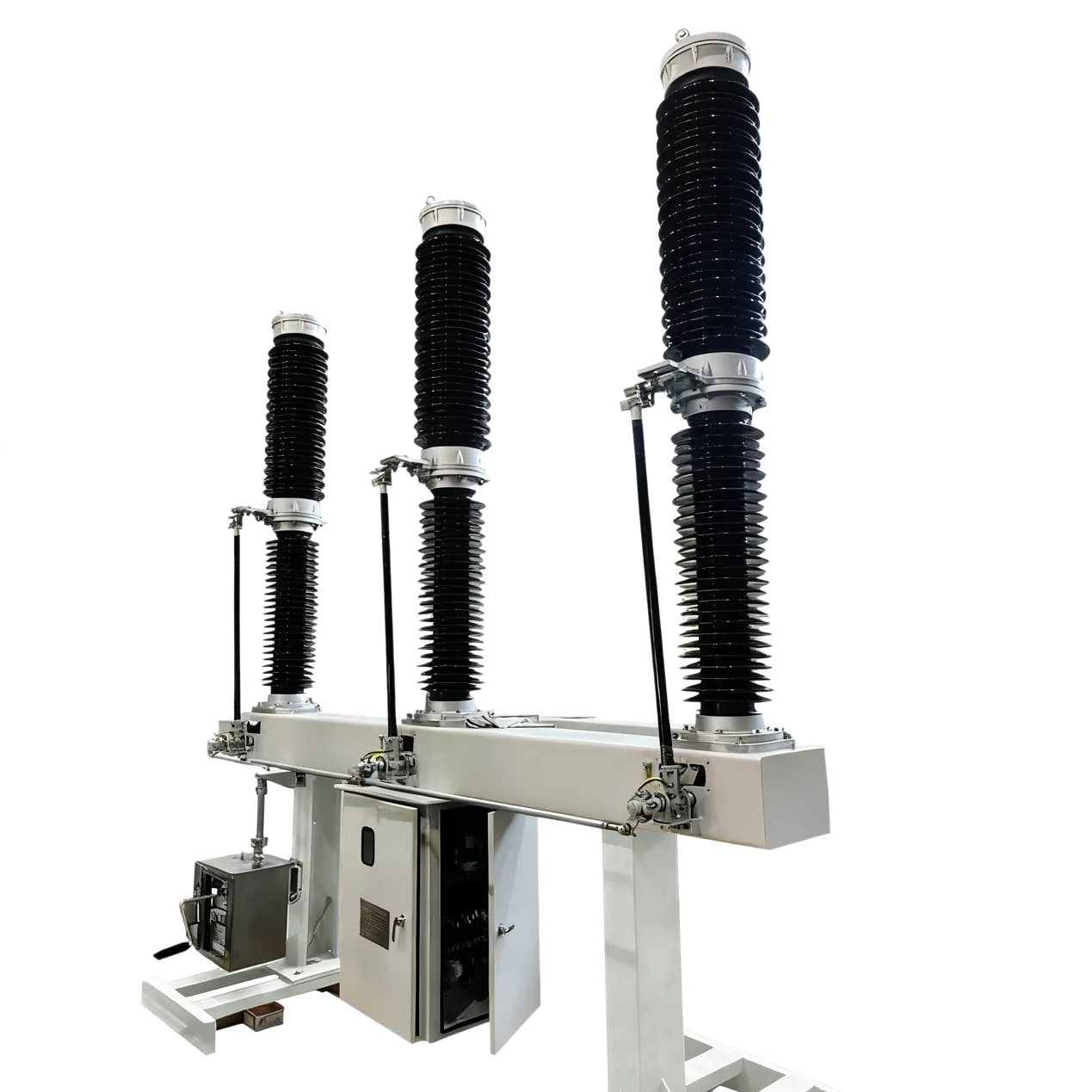
Когда слышишь новые технологии применительно к такому, казалось бы, консервативному аппарату, как блок разъединителя 110 кВ, первая реакция — скепсис. Многие думают, что тут всё давно устоялось: чугунная рама, ножи, привод, что ещё? Но именно в этой кажущейся простоте и кроются те самые точки роста, где инновации дают реальный, а не маркетинговый эффект. Не про космические материалы речь, а про детали, которые решают всё в полевых условиях.
Где искать новизну в классической конструкции
Основной вызов для разъединителей 110 кВ — работа в сложных климатических условиях и необходимость десятилетиями сохранять работоспособность при минимальном обслуживании. Поэтому новые технологии часто сводятся к новым материалам и покрытиям. Например, переход с обычной оцинковки на многослойное покрытие с пассивацией для всех стальных элементов рамы и механизмов. Это не видно глазу, но через 5-7 лет в приморской зоне разница будет колоссальной: один аппарат будет в рыжих подтёках, а другой — в относительно приличном состоянии.
Ещё один момент — изоляторы. Полимерные против фарфоровых — спор вечный. Но современные полимерные, с проверенной рецептурой эпоксидных компаундов и защитой от УФ, уже не те, что были 15 лет назад. Их главный плюс не в весе даже, а в ударной вязкости. При монтаже или в случае падения ветки риск катастрофического разрушения ниже. Но есть и нюанс: нужно доверять поставщику. Видел партию, где отслоение жилки от армирующего стержня началось через два года. Здесь как раз важен контроль, как у некоторых серьёзных производителей, например, у Чжэцзян Хайпауэр Электрик. Их подход к выбору субпоставщиков изоляторов всегда казался мне более вдумчивым.
И, конечно, контакты. Сплав на основе меди с добавками серебра и других металлов для снижения переходного сопротивления и устойчивости к обгоранию — это уже стандарт для хорошего аппарата. Но технология нанесения этого слоя, его толщина и адгезия — вот где кроется разница. Дешёвые аналоги часто экономят именно здесь, делая напыление тоньше. В результате после 50-100 операций под током контактная поверхность уже не та.
Приводы и управление: тихая революция
Вот где прогресс наиболее заметен. Старые механические приводы ПР-10, с их тросами и рычагами, — это целое искусство для наладки. Сейчас доминируют мотор-редукторные приводы с интегрированным контроллером. Казалось бы, что нового? А новое — в мозгах. Современный привод — это уже не просто включил-выключил.
Он может иметь встроенные датчики положения (причём абсолютные, а не потенциометрические), датчики момента, термодатчики. Контроллер отслеживает профиль движения ножа, и если возникает аномальное усилие — например, из-за обледенения или механического препятствия — операция блокируется, а на диспетчерский пункт идёт аварийный сигнал с кодом ошибки. Это предотвращает типичную поломку — срезанный штифт или деформированные тяги из-за слепого усилия мотора.
Но и здесь есть подводные камни. Слишком умный привод требует квалификации для обслуживания. Старый дедовский метод простукивания молотком по валу уже не работает. А попытка сэкономить и поставить привод от непроверенного вендора может привести к казусам. Помню случай на одной подстанции, где привод после зимней спячки просто забыл калибровку крайних положений. Хорошо, что был ручной дублёр.
Модульность и обслуживание: философия сборки
Это, пожалуй, менее очевидный, но критически важный аспект. Современный блок разъединителя проектируется с расчётом на быструю замену узлов без полного демонтажа аппарата. Например, узел подвижного контакта (ножа) с осью и подшипниками может быть выполнен как единый картридж. В случае износа или повреждения от падения постороннего предмета (бывало и такое) механик откручивает несколько болтов, снимает весь узел и ставит новый. Всё — за полдня, вместо двух дней работ с краном и полной разборкой.
Такая же история с приводом. Платформа для его установки стандартизирована, интерфейсный фланец унифицирован. Это позволяет при модернизации подстанции менять устаревшие приводы на новые, не трогая сам разъединитель. Компании, которые всерьёз занимаются экспортом, как ООО Вэньчжоу Хуаи Интернэшнл Трейд, давно это поняли. Их каталог построен именно по логике модульных решений, что видно даже по структуре сайта hipowering.ru. Для зарубежного заказчика, который может докупать оборудование партиями в течение лет, такая унификация — огромный плюс.
Но модульность требует высокой культуры производства. Прецизионная обработка посадочных мест, жёсткий контроль размеров. Если допуски пляшут, то этот самый быстросъёмный картридж либо не встанет на место, либо будет иметь люфт, убивающий все преимущества.
Цифровой след и документация
Сегодня новые технологии — это не только железо. Каждый серьёзный аппарат высокого напряжения теперь имеет свою цифровую историю. На раму наносится QR-код, отсканировав который, можно получить не только паспортные данные, но и всю производственную цепочку: данные о плавке металла, протоколы испытаний изоляторов, сертификаты на покрытия, результаты фабричных коммутационных испытаний.
Для эксплуатационника это спасение. Пропал бумажный паспорт? Не проблема. Возник вопрос по допущенному моменту затяжки ответственного болта? Всё есть в базе. Это резко снижает риски при монтаже и ремонте силами подрядных организаций. Крупные производители, такие как объединённая компания Чжэцзян Хайпауэр Электрик, уже внедряют такие системы для своей экспортной продукции. Это не пиар, а реальный инструмент повышения надёжности.
Правда, тут возникает другой вопрос — долговечность самих этих цифровых архивов. Сменится софт, закроется облачный сервис… Поэтому параллельно всё равно идёт старый добрый бумажный паспорт в пластиковой плёнке, который кладётся в пакет и прикручивается к раме. Две реальности пока идут рука об руку.
Так новые технологии или нет?
Возвращаясь к заглавному вопросу. Да, новые технологии есть. Но они не носят революционного характера. Это эволюция, направленная на три ключевые цели: повышение надёжности (через материалы и контроль), снижение эксплуатационных затрат (через модульность и диагностику) и улучшение управляемости (через интеллектуальные приводы).
Главная ошибка — гоняться за одной вау-характеристикой, забывая о системе в целом. Самый продвинутый привод не спасёт разъединитель со слабыми контактами. И наоборот. Успешный блок разъединителя 110 кВ — это всегда баланс, компромисс между ценой, надёжностью и ремонтопригодностью.
Поэтому, выбирая оборудование, смотрите не на громкие лозунги, а на детали. На конструкцию токоведущего контура, на марку подшипников в опорах, на наличие защиты от коррозии в скрытых полостях. И на репутацию производителя, который не исчезнет через год, а будет готов нести ответственность за свою продукцию на протяжении всего её жизненного цикла. Именно такой подход и отличает просто поставщика от настоящего партнёра в области электротехники.